
Mail:

Plastic mold structure
1. Feed system
The feed system is composed of main runner, branch runner, gate and cold-slug well.
2. molded parts
It is a variety of parts that directly constitute the shape and size of plastic parts.
It is composed of the core (internal shape of molded plastic), the cavity (outside shape of molded plastic), and the molded rod and the insert...etc
3. Structural parts
The various parts that make up the structure of the parts play the role of installation, guidance, mechanism movement and temperature adjustment in the mold.
Guide parts: guide pin, guide sleeve.
Assembly parts: positioning gap, top clamp plate, A plate, B plate, bottom clamp plate, spacer block, cooling and heating system
Selection principle of plastic mold parting surface
General principles for selection of parting surfaces
The selection of parting surface is not only related to the forming and demoulding of plastic parts, but also involves the mold structure and manufacturing cost. Therefore, we must pay attention to the selection of parting surface. In general, there are three main principles for selecting a parting surface:
1. Ensure the quality of plastic parts. This is the most basic one, and the quality of plastic parts must meet the predetermined requirements.
2. It is easy to demold plastic parts. Easy demolding, which can increase productivity, make plastic parts not easy to deform, and improve the quality rate.
3. Simplify the mold structure. For the same plastic part, the complexity of the structure can be varied based on different choice of parting surface. Choose the parting surface reasonably can simplify the mold structure.
Second, how to choose the parting surface
The relationship between the cavity and the mold can be basically divided into three categories: the cavity is completely in the moving mold; the cavity is completely in the fixed mold; the cavity is in the moving and fixed molds respectively.
Due to the many shapes of plastic parts, there are many changes in the selection of parting surfaces. In order to make everyone have a basic understanding of the selection of parting surfaces, here are some typical parting surface options.
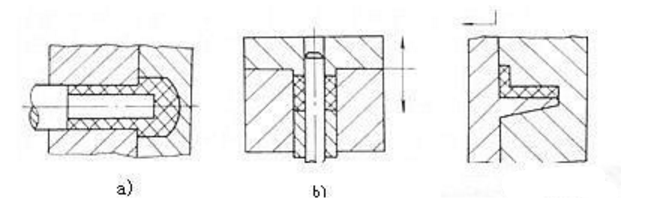
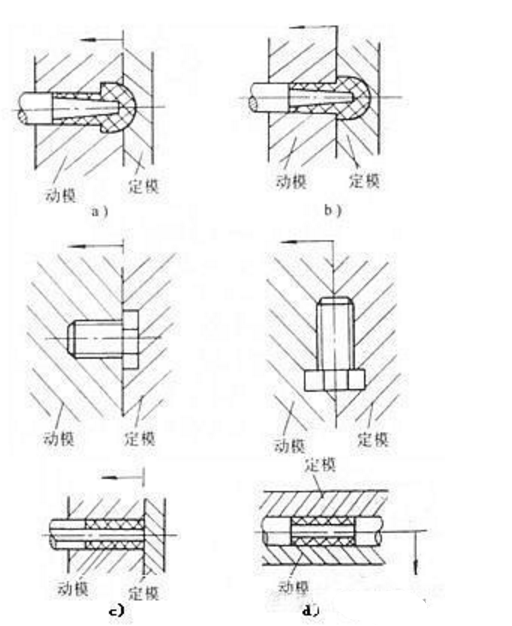
1. The parting surface of long components is shown below.
If the length of the plastic parts is long, such as tubular, cylindrical, rod-shaped plastic parts, if the cavity is placed in a template, the draft angle will be too large (Figure a).
If the cavity is arranged in the moving and fixed molds respectively (figure b), the draft angle can be reduced, so that the size difference between the two ends of the plastic parts is not too large.

a) Types with too large draft angle;
b) The parting type with reduced draft angle.
1. The parting type which leaves the plastic part on the moving mold side as shown in the figure below. Leaving the plastic parts on core side makes it easy to set up and manufacture a demoulding mechanism with a simple structure. Therefore, try to keep the plastic parts on the moving mold side.
For lid-shaped plastic parts, the selection of the parting surface according to Figure a is more reasonable.
For plastic parts with inserts, the parting surface can be selected according to Figure b because the insert will not shrink and wrap the core.
If the plastic part the cores are distributed symmetrically, the parting surface can be according to the figure c, to forces the plastic parts to stay on the moving mold.
If it is a plastic part with side holes, the parting can be according to figure d to avoid the core pulling in fixed half.
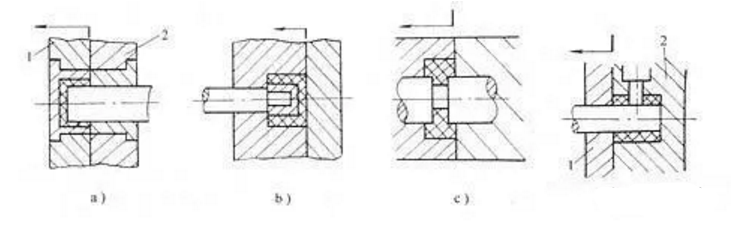
a) Cover-shaped plastic parts; b) Plastic parts with inserts;
c) plastic part the cores are distributed symmetrically
d) Plastic parts with side holes.
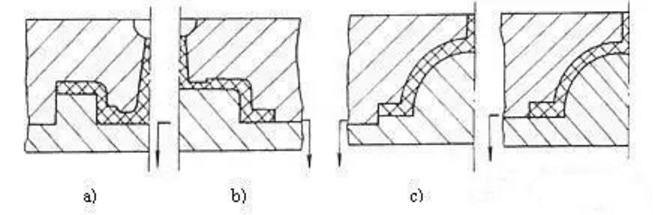
3. The type of parting to ensure the appearance quality of plastic parts is shown in the figure below.
The appearance quality of the plastic parts needs to be guaranteed. Careful consideration should be given when selecting the parting surface.
For example, the parting surface should not be set on a smooth surface or an arc surface. Figure A is the parting that keeps the surface smooth and figure b is a parting that the flash can be reduced. Figure c is the parting that can be reduce the bleeding.
a) Parting that keeps the surface smooth
b) Parting that the flash can be reduced.
c) Parting type that can reduce the bleeding.
4.The type of parting which is helpful for venting, see the figure as following:
In the plastic injection mold, the parting surface is often used as an exhaust channel. For smooth exhaust, the parting surface should be set at the end of the melt flow material. Note that there should be no obstruction at the end. Figures b and d are more reasonable than figures a and c.
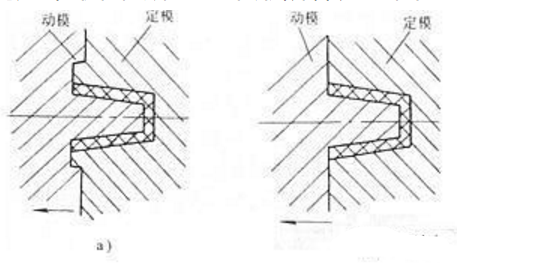
5. The type of parting to guarantee the coaxiality, as shown in the figure below.
Many plastic parts have coaxiality requirements, which should be ensured in the mold design.
Generally, the parts with coaxiality requirements in the plastic parts should be designed in the same moving template to meet the accuracy requirements. Figure a can meet the coaxiality requirements, while Figure b is inaccurate, it is difficult to meet the coaxiality requirements. (1 moving mold 2-fixed mold)

a)The type of parting to guarantee the coaxiality
b) The type of parting which is hard to guarantee the coaxiality.
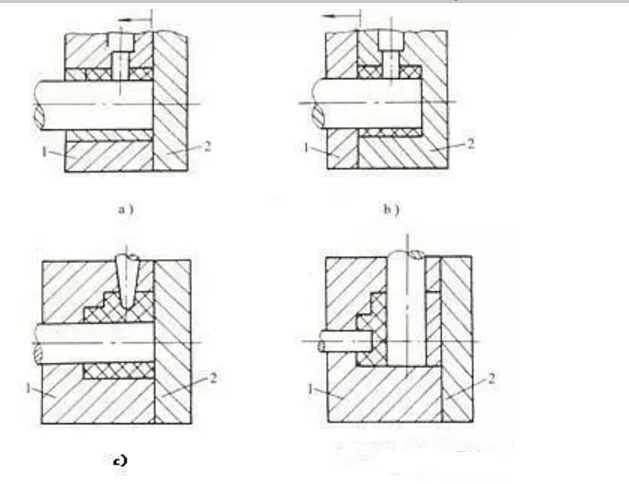
6. The parting when there are side holes is shown in the figure below.
When selecting the parting surface, try to avoid side core pulling or parting. If necessary, you can refer to the following principles. Figure a sets the side core on the moving mold to facilitate core pulling. If it is set in the fixed mold, it is more difficult to pull the core.
Figure c is to place the long core pulling distance in the mold opening direction, and place the small core pulling distance in the lateral direction, which is more reasonable.
If parting follows the figure d, it will bring difficulties for demolding. (1—core 2—cavity)
7.The type of parting to guarantee the accuracy, as shown in the figure below.
Some surfaces on plastic parts require high accuracy, such as threaded surfaces, mating surfaces, etc. At this time, the parting surface cannot pass through these surfaces, otherwise it will affect the accuracy of the plastic parts and even be difficult to use.
As shown in Figure a, the parting type ensures the accuracy of the thread.
Figure b. The parting type passes the thread axis, and the thread accuracy cannot be guaranteed.
Figure c. The parting type ensures that the circular surface is complete and smooth.
Figure d, there will have an obvious seam line affects the appearance and use.
8、The parting of thin-walled plastic parts requiring uniform wall thickness is shown in the figure below.
To make the wall thickness uniform, the usual plane is not used as the parting surface as shown in Figure b, but the tapered stepped parting surface shown in Figure a will be used.
Name: Kerry Zhang
Mobile:+86 13686040421
Tel:86 769 23668984
Whatsapp:86 13686040421
Email:kerry@winfine-group.com
Add:Room 1907, Building 18, Dongjiang Star , No. 8, Wanjiang Section, Hongfu West Road, Wanjiang Street, Dongguan City, Guangdong Province Postcode: 523063
 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry