Cold welding line
What is the cold welding line?
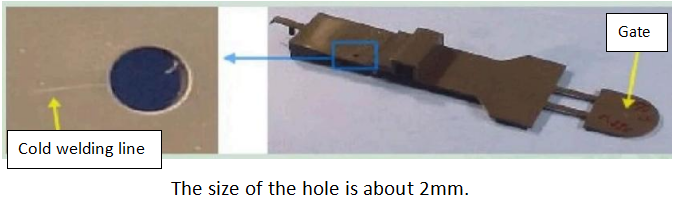
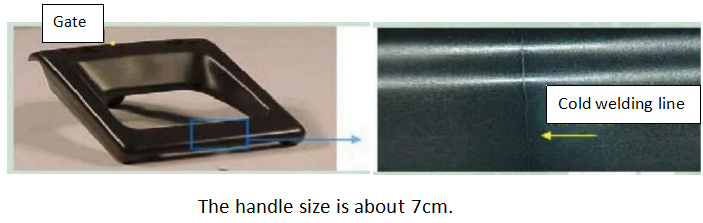
It appears where the resins merge. For example, there will inevitably be cold welding line in the hole place as shown below.
Cause of the cold welding line
(2-1) Resin with low temperature
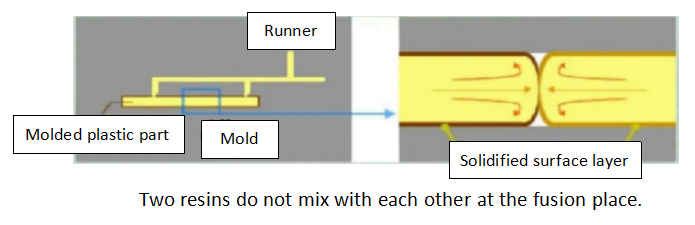
When two resins meet and fuse, the lower the temperature of them, the more obvious the fusion. In the jet flow process, the two resins move forward with semi-solidified state, and they do not mix with each other at the fusion place. Therefore, if the temperature is low, the surface layer will become thicker, the texture will be obvious and the strength will also decrease. It is caused by the weaker adhesive force between the two. On the contrary, if the temperature of the two resins is high, the adhesive force will be stronger and the appearance will become less obvious.
The conditions for lowering the resin temperature:
(i) Low mold temperature.
(ii) Low set temperature of barrel, especially for nozzle.
(iii) Slow injection speed.
(iv) Low material fluidity.
Therefore, conditions that cause cooling before resin confluence tend to make cold welding line more pronounced.
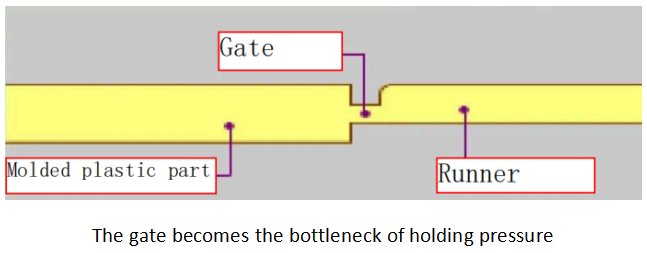
(2-2) Lower pressure
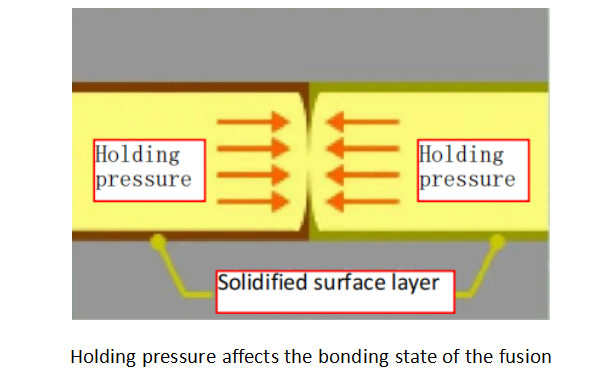
At the fusion place, the two molten resins are squeezed, and the bonding condition here depends on the pressure applied at this place. The lower the holding pressure, the more obvious the fusion is and the lower the strength is. If not only the holding pressure setting is considered, but also the actual pressure applied to the fusion place will be reduced, then the above condition (i) ~ (iv) are almost applied similarly. As the solidification proceeds, the pressure transmission becomes more difficult. In addition, if the gate size becomes smaller and the gate position becomes worse, the appearance and strength of the part will deteriorate after fusion.
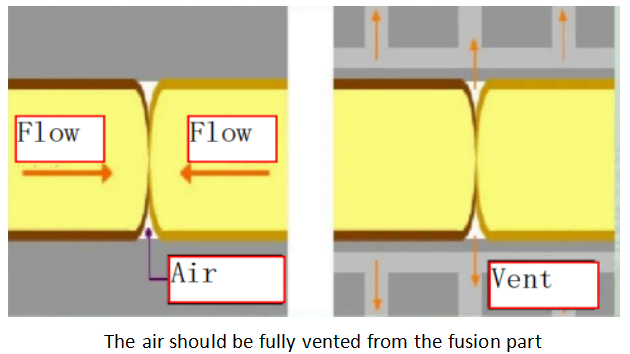
(2-3) Poor venting
The fusion part shown in the figure is the confluence place of the resin and may also be the end of the flow. If an appropriate vent is not set at this location to exhaust the air, the appearance and strength of the part will deteriorate after fusion.
The measures of the cold welding line
(3-1) Increase the resin temperature of the fusion part
Try to gradually increase the mold temperature and barrel temperature. It is expected to achieve the maximum effect, and the holding pressure effect will also be improved at the same time. In terms of forming the fusion part before the resin temperature drops, it is also effective to increase the injection speed and quickly form the fusion part.
(3-2) Try to increase the holding pressure
Although we can simply increase the holding pressure setting, it is recommended to use the following conditions that make it easier to apply holding pressure:
1.Increase the resin temperature
2.Increase the mold temperature
3.Increase the injection speed
4.Enlarge the gate
5.Adjust the thickness (1t~2t is appropriate)
6.Use materials with good fluidity
(3-3) Check the vent
Even if the fusion is the end of the flow, you need to check the vent.
Check the thickness and size of the vent to confirm whether the vent is smooth and is contaminated by mold dirt. If the vent is not sufficient, it will cause gas burning to make other failures.
(3-4) Check the gate
If the gate size is not large enough, it may not effective to increase the temperature and holding pressure. In this case, if the gate size is increased, the resin will flow more smoothly and it will be easier to apply holding pressure, which will improve the cold welding line.
Also, changing the gate position and increasing the gate amount are effective methods. The cold welding line position can be controlled by changing the gate position.
※Attention
Other problems may occur when making these countermeasures, so be careful to change the settings.

 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry