
Mail:
During the processing of recycled materials, due to different sources of raw materials, there are various impurities, inconsistent components, different types of additives, etc. . Many problems will be arisen during processing, such as black dots on the product, broken material strips when making the pellets, bubbles in the pellets, and tailing when cutting the pellets, etc.. Let’s discuss how to solve these problems that have long plagued people in the recycling industry.

The black dot is the most common problem in recycled material production. For light-colored products, the existence of black dots will affect their use. In addition to the raw materials, here are some other reasons for more black dots in the products.

It should pay attention to the production environment and operating procedures to avoid extraneous impurities from mixing into raw materials and finished products.
Broken Material Strips Issue
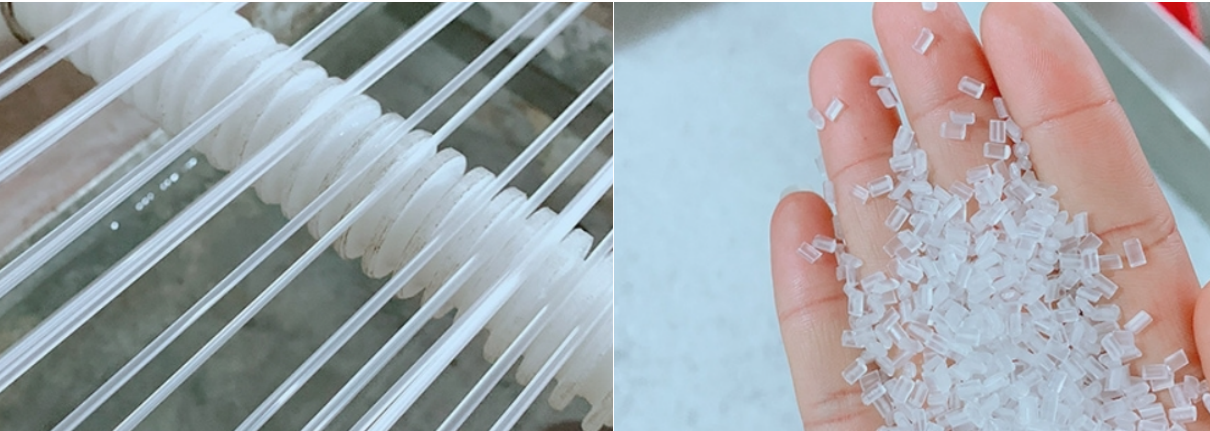
1. Filter mesh.
If the filter mesh number is large, it will cause material transportation resistance and broken material strips. At this time, the main machine speed should be appropriately lowered or the feeding speed should be adjusted higher.
2. There are impurities in the material.
External impurities: It need to check whether there are impurities mixed in the equipment blind angle in each link of mixing material and feeding. It this situation, it can add filters to remove impurities mixed in the material.
Internal impurities: The extruder head with too high pressure, is caused by mouth model blockage, too many filters and too low extruder head temperature, etc.. In this case, the backflow of materials will be increased and material carbonization be aggravated. In the meanwhile, local overheating of the extruder and too strong screw shearing will also cause material carbonization and cause broken material strips.
3. The machine is too old.
The factors that can cause materials carbonization will cause broken material strips. Firstly, the extruder has been in use for a long time, which will increase the gap between the screw and the barrel due to wear. Secondly, it has not been cleaned for a long time in the vacuum or natural exhaust port. Thirdly, it has also not been cleaned in the machine head mouth model including the material outlet and the blind angle inside the machine head.
4. The interval of filter replacement is too long.
If the interval of filter replacement is too long, the material residue will be solidified and block the filter, which will also cause broken material strips.
5. Poor plasticization of materials.
When the extrusion temperature is too low or the screw shear is too weak, the material and the additive with low melting point are not fully plasticized. Therefore, the material strips will be also broken at the poorly plasticized materials parts during extrusion granulation.
6. Raw material properties.
When the blend components are at the same temperature and there are large differences in fluidity, the different viscosities of the two components will cause strip breakage during extrusion. In this case, it can adopt to raise the processing temperature and increase the main engine speed.
7. Steam trapped in the material strips or poor venting.
Poor natural venting or vacuum venting such as blockage, air leakage, higher gasket, will causes steam to be trapped in the material strips. Under the action of traction, the gas accumulation will cause broken material strips.
There are various additives will also exist in the products because of the complex components of recycled materials. During processing, sometimes the additives will decompose and degrade to release gas. If these gases are not discharged in time, it is also easy to cause broken strips when wrapped in the material during extrusion. If the material is seriously damp, in the meanwhile, the water vapor is not discharged in time during processing, the gas will be trapped in the material strips, which will also cause strip breakage during granulation.
8. Material with high rigidity, too much water cooling and water flow, no matching traction.
The rigidity of the material is too large and the water temperature is too low, in the meanwhile, the water flow is too much. In this case, during traction, the material strip will break up due to stress concentration.
The material just out of the machine head is very soft. For rigid materials, it will immediately become very hard after passing through water. If the material is not pulled properly during the process from soft to hard, it will cause broken strips. This phenomenon often occurs when processing materials with fast crystallization speed or large rigidity such as PBT or PET plus glass fiber, PC, PS, AS plus glass fiber, ABS plus glass fiber, etc., especially in the small machine processing. At this time, the issue of broken strips can be solved by increasing the water temperature, reducing the water flow, and keeping the material strips entering the pelletizer at a moderate softness.
Name: Kerry Zhang
Mobile:+86 13686040421
Tel:86 769 23668984
Whatsapp:86 13686040421
Email:kerry@winfine-group.com
Add:Room 1907, Building 18, Dongjiang Star , No. 8, Wanjiang Section, Hongfu West Road, Wanjiang Street, Dongguan City, Guangdong Province Postcode: 523063
 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry