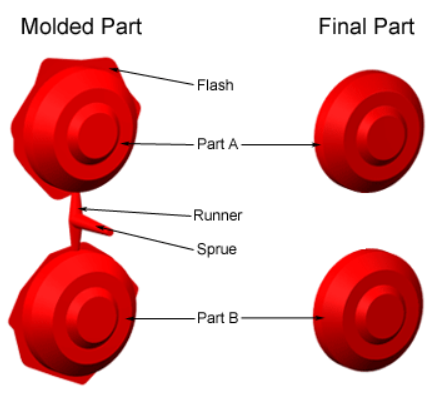
Injection Molding Defect: Flash
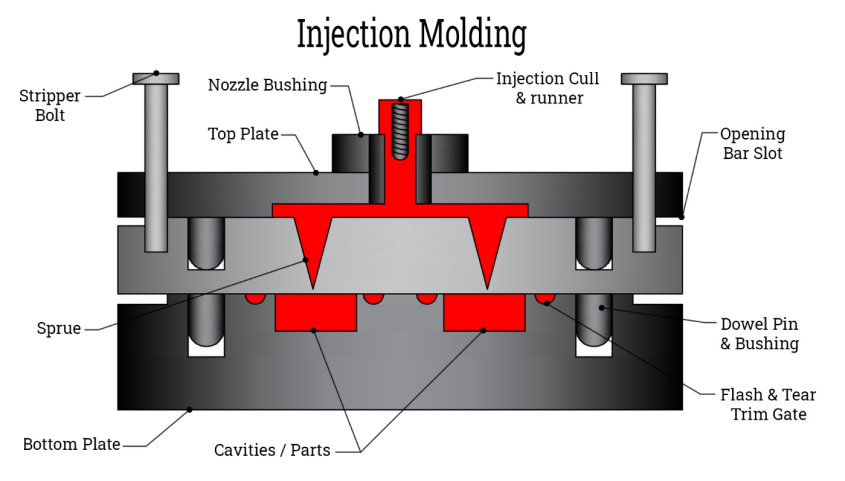
In the plastic injection molding process, flash is a common defect, which refers to the extra thin material formed on the mold parting surface. Flash not only affects the appearance and dimensional accuracy of the product, but may also damage the mold and affect production efficiency. Let us discuss some possible causes of flash and corresponding solutions.
Main causes of flash
1. Mismatched mold parting lines: This is one of the most common causes of flash. Parting line misalignment can be caused by design defect, wear, or accumulated contaminant. Old mold is more easier to meet this issue because its repeated use can cause tool wear and lead to flash.
2. Improper venting: If the air inside the mold is not properly exhausted, it can accumulate the pressure to cause the flash. It should make sure the mold's venting system is properly designed to avoid air entrapment and the flash.
3. Insufficient clamping force: If the clamping force of the injection molding machine is insufficient, the upper and lower mold may separate prematurely, causing the material to spill over and form flash.
4. Low material viscosity: The molten plastic with low viscosity is more likely to seep out of the mold to form the flash. Different plastic materials have different viscosities when melted. In addition, temperature and pressure can also affect the plastic viscosity.
5. Uneven flow: When plastic flows unevenly, some areas may be overfilled to form the flash. This may be caused by improper mold design or unreasonable injection molding parameter.
6. Overfilling the mold: If the plastic amount filled in the mold exceeds the design capacity, the injection pressure will exceed the clamping pressure, causing plastic spill over and form the flash.
Solutions
1. Improve mold manufacturing accuracy: Ensure that the mold parting surface is tightly fitted and the gap is reduced to prevent molten plastic spill over.
2. Optimize the exhaust system: Check and improve the venting system of the mold to ensure that the air can be discharged smoothly during the injection process.
3. Adjust the clamping force: Ensure that the clamping force of the injection molding machine is high enough to withstand the internal pressure generated during the injection process.
4. Control material viscosity: Control the plastic viscosity by adjusting the temperature and injection speed of the material to reduce the flash.
5. Uniform filling: Optimize mold design and injection molding parameters to ensure uniform plastic flow and avoid overfilling.
6. Avoid overfilling: Accurately control the injection volume and avoid overfilling to reduce the flash.
7. Regularly maintain the mold: Regularly check and maintain the mold to ensure that it is in good condition, and promptly detect and repair any damage or wear that may cause flash.
By using the above ways, the flash defects in the injection molding process can be effectively reduced or eliminated, which improves the product quality and production efficiency. If the flash problem persists, a professional mold manufacturer or injection molding engineer may be required to conduct a more in-depth analysis and repair.

 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry