In addition to the nozzle, what is the role of barrel temperature in other zones?
The barrel temperature refers to the heating temperature of the barrel surface. According to the plasticization mechanism of the polymer in the barrel, the heating is divided into three stages.
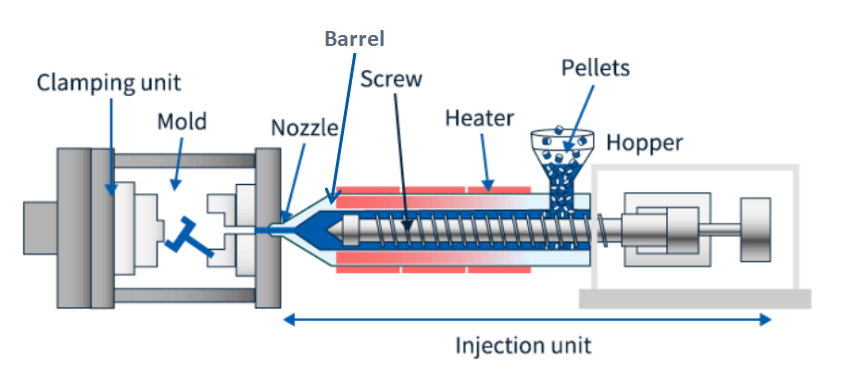
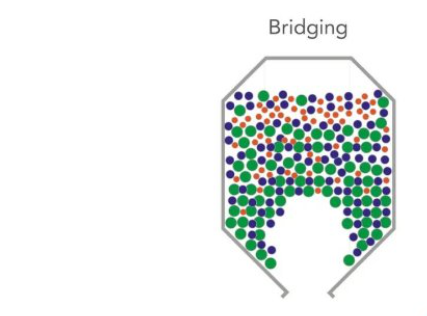
The first solid conveying zone is close to the feed hopper, where the temperature is lower and cooling water is used to prevent material bridging to ensure higher solid conveying efficiency.
The second compression zone is at a stage that the material is in a compressed and gradually melts. The temperature is set 20-25℃ higher than the first zone.
The third metering zone is the material melting. When pre-plasticization begins, this section is equivalent to the screw metering zone. After pre-plasticization, a metering chamber is formed to store the plasticized material.
Generally, the temperature of the third zone is 20-25℃ higher than that of the second zone, in order to ensure that the material is in a molten state. There is a temperature gradient between the barrel surface temperature and its inner wall temperature. Moreover, the barrel inner wall temperature is close to the melt temperature.
Sometimes, the actual temperature of the third zone melt is higher than the barrel temperature. This is due to the fact that the melt absorbs some shear heat during pre-plasticization, which increases the internal energy and temperature. Therefore, the barrel temperature is closely related to the melt temperature. The increase of barrel temperature will increase the melt temperature, which becomes the main process means to control the melt temperature and product quality.
The melt temperature has influence on plasticization amount, filling pressure, material flow length, impact strength, shrinkage, density, pressure loss, heat distortion temperature, joint strength, flexure and tensile strength, product orientation, etc. The screw speed and back pressure also have an important influence on the melt temperature. When the screw rotates, a part of the mechanical energy has been converted into the internal energy of the polymer, which increases the melt temperature rise.
In the metering chamber, the melt thermometer is related to the barrel temperature, screw stroke, pre-plasticization rotational speed and back pressure. When the screw speed and back pressure are under certain conditions, the melt temperature and barrel temperature will change roughly in proportion. Therefore, it plays an important role in controlling the melt temperature in the metering chamber by stabilizing the barrel temperature and adjusting the metering stroke.

 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry