How to improve the flow marks on injection molded parts?
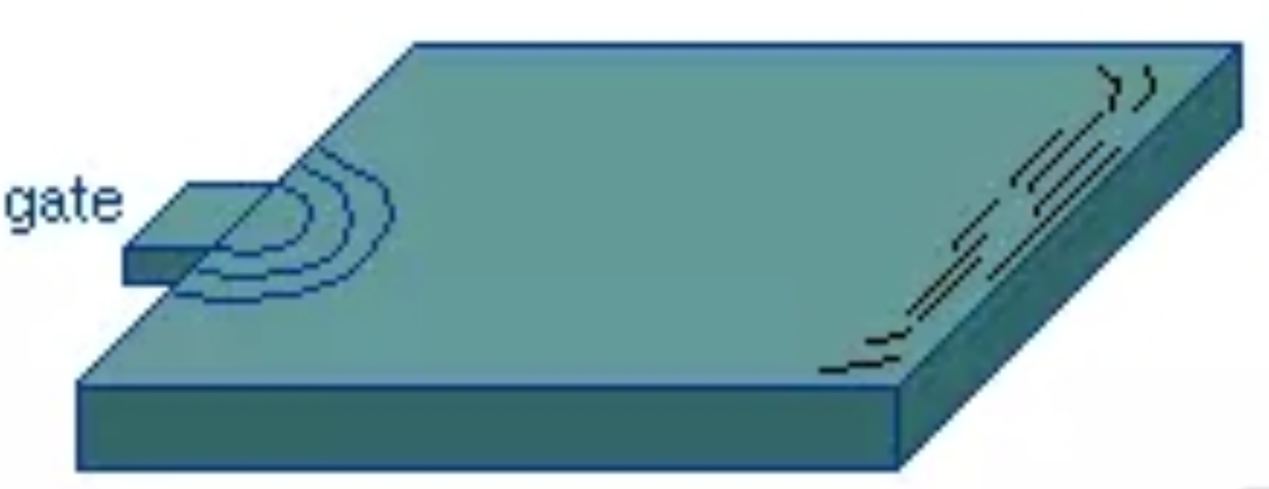
(1) If the flow of molten material is poor, it will causes the flow mark that is centered at the gate on the plastic part surface. The low-temperature and high-viscosity melt with poor flow properties, as a semi-solidified and fluctuating state, is injected into the cavity of the gate and runner. After that, the molten material, which flows along the cavity surface, is squeezed by the continuously injected subsequent molten material, resulting in forming backflow and stagnation. Therefore, it will generate flow marks centered on the gate on the plastic part surface.
In order to solve this failure, it can be solved by increasing the temperature of the mold and nozzle, increasing the injection rate and mold filling speed, as well as increasing the injection pressure and pressure holding time. Besides, it had better to set a heater at the gate to increase the local temperature of the gate. In addition, it can also adopt to expand the gate and runner cross-sectional area appropriately.
The gate and runner cross-section should preferably be circular, because this cross-section can achieve the best mold filling. However, if the gate is set in the weak area of the plastic part, it should be used a square cross-section. In addition, a larger cold slug well should be set at the bottom of the gate and the end of the runner. The material temperature has a greater impact on the flow property of the molten material, so it should pay more attention to the size of the cold slug well. The location of the cold slug well must be set at the end of the molten material along the flow direction of the gate.
If the main reason for the formation of annual ring like flow marks is the poor performance of the resin, a low-viscosity resin can be selected, if the conditions permit.
(2) The molten material does not flow smoothly in the runner, resulting in spiral wave flow marks on the plastic part surface. When the molten material flows from the section with a narrow runner into a larger section of the cavity, or the mold runner is narrow and the surface finish is poor, the flow material is likely to form turbulence. It can cause spiral wave flow marks on the plastic part surface.
In this situation, the injection speed can be appropriately reduced or be graded into the slow, fast, and slow. The gate of the mold should be set in the thick wall part or directly on the wall side. It had better to adopt handle, fan, or diaphragm type of the gate type. The runner and gate section can also be appropriately enlarged to reduce the flow resistance of the flow material.
In addition, it should control the cooling water flow in the mold, in order to keep the mold at a high temperature. Within the process operating temperature range, it can increase the barrel and nozzle temperatures appropriately, which will help improve the flow properties of the melt.
(3) Volatile gases can cause clouding flow marks on the plastic part surface. When using ABS or other copolymer resin, if the processing temperature is higher, the volatile gases are produced by the resin and lubricant, resulting in clouding flow marks on the plastic part surface.
Therefore, on the one hand, it should reduce the temperature of the mold and barrel appropriately and improve the mold exhaust conditions. On the other hand, it should reduce the material temperature and filling rate, as well as expand the gate section appropriately. Besides, it need to consider changing the lubricant type or reducing its quantity.

 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry