
Mail:
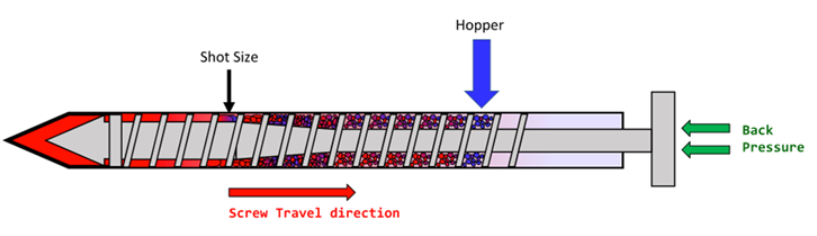
Back pressure plays a very important role in injection molding, directly affecting the filling of the melt and the quality of the plastic parts.
Appropriate back pressure
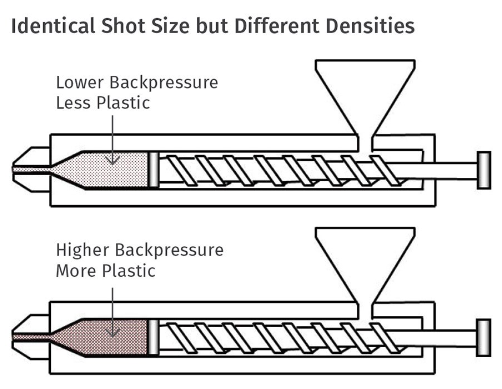
1. It can compact the melt in the barrel and increase the melt density. And then, it can also increase the shot size and guarantee the stability of the product weight and size.
Too high back pressure
1. At the front end of the barrel, the melting pressure and temperature will be too high, which will decrease the melt viscosity. Therefore, not only will the melt backflow in the screw groove increase, but the leakage flow in the gap between the barrel and the screw will also increase. In this case, it will reduce the plasticization efficiency.
Too low back pressure
1. The screw will retreat too fast with too low pressure. In this case, the density of the melt flowing into the front end of the barrel becomes low, resulting in more trapped air inside.Guidance method for back pressure setting
The back pressure adjustment of injection molding should be determined according to the property, drying conditions, product structure and quality conditions of the raw materials. Generally, the back pressure is adjusted to 3-15kg/cm3. When there are a few gas marks, mixed colors, shrinkage on the product surface, and large changes in product size and weight, the back pressure can be appropriately increased. If there is nozzle leakage, melt salivation, thermal decomposition of the melt, product color change, delayed screw retraction, it can be considered to reduce the back pressure properly.
Name: Kerry Zhang
Mobile:+86 13686040421
Tel:86 769 23668984
Whatsapp:86 13686040421
Email:kerry@winfine-group.com
Add:Room 1907, Building 18, Dongjiang Star , No. 8, Wanjiang Section, Hongfu West Road, Wanjiang Street, Dongguan City, Guangdong Province Postcode: 523063
 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry