
Mail:
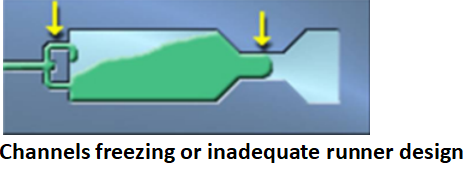
Solution: When designing the gating system, it needs to pay attention to the gate balance. In the meanwhile, the weight of the plastic part in each cavity should be proportional to the gate size, so that each cavity can be filled at the same time. Besides, the gate position should be selected in the wall thickness part. At last, it can also adopt a design scheme of balanced layout of the runner.
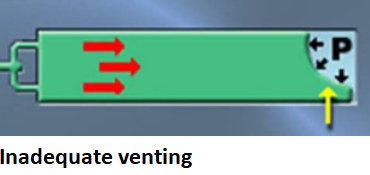
Solution: Check whether there is a cold slug well or its position is correct. For molds with deep cavities, venting grooves and venting holes should be added at the short shot. Venting grooves with a depth of 0.02-0.04mm and a width of 5-11mm can be set on the opening mold surface. As for venting holes, they should be set at the final filling of the cavity. In addition, in terms of process operation, by means of increasing the mold temperature, it can reduce the injection speed, the gating system resistance and the mold clamping force.
Solution: The injection pressure is close to a positive proportional relationship with the mold filling length. If the injection pressure is too small, the mold filling length is short, so the cavity is not fully filled. In this case, the injection pressure can be increased by slowing down the forward speed of the injection material and appropriately extending the injection time.
Name: Kerry Zhang
Mobile:+86 13686040421
Tel:86 769 23668984
Whatsapp:86 13686040421
Email:kerry@winfine-group.com
Add:Room 1907, Building 18, Dongjiang Star , No. 8, Wanjiang Section, Hongfu West Road, Wanjiang Street, Dongguan City, Guangdong Province Postcode: 523063
 Kerry
Kerry Kerry
Kerry Kerry
Kerry Kerry
Kerry